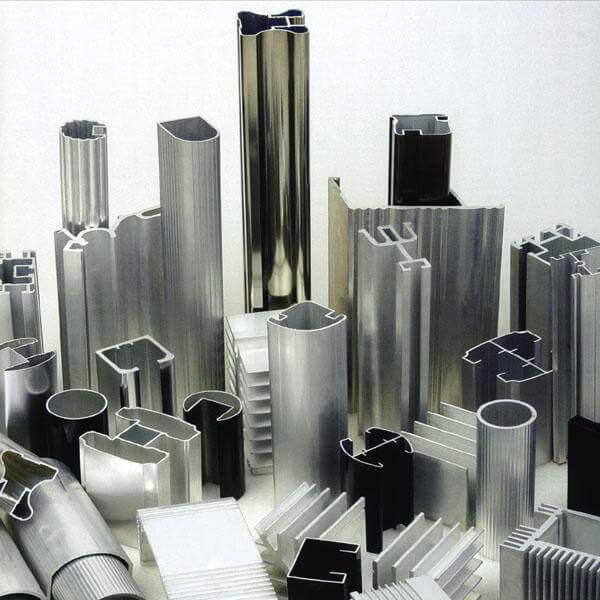
Defects and Solutions of Powder Coating on Aluminum Profile
Firstly: Color Difference
Causes of defects:
1. Uneven coating thickness of aluminum profiles;
2. Not uniform temperature distribution of the aging oven;
3. Simultaneous production of goods with different materials, thicknesses, shapes and sizes;
4. Before changing the powder paint, the powder feeding device, spray gun, spray room and powder recovery are not be cleaned;
5. Color difference caused by poor distribution of powder and paint.
Solutions:
1. Ensure that the thickness of the coating film on the aluminum profile is uniform;
2. The temperature distribution of the aging oven is uniform;
3. Classify the goods according to the material, thickness, shape and size;
4. Clean all materials and devices before changing the powder paint;
5. Improve the quality of the powder and ensure that the L, a, and b of the powder are not much different and their positive and negative are uniform.