Description of the Defects and Solutions of 6063 Aluminum Alloy Extruded Profiles
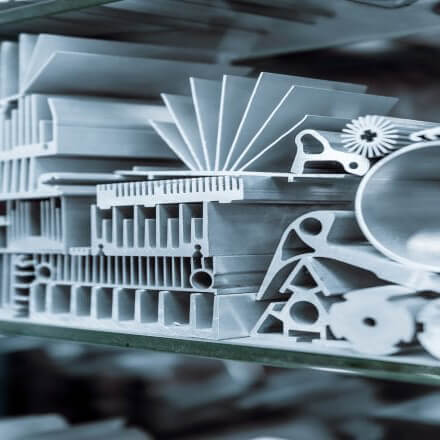
Scratches, scrapes and bruises are surface damages caused when the profile flows out of the die holes and comes into contact with tools, equipment, etc. in subsequent processes.